什么是大弹簧
用弹性材料制成的零件,在外力作用下发生形变,除去外力后又恢复原状,称作“ 弹簧 ”。弹簧行业在制造业当中虽然是一个小行业,但其所起到的作用是不可低估的。国家的工业制造业、汽车工业要加快发展,而作为基础件、零部件之一的弹簧行业就更需要有一个超前发展的时机,才能适应整个工业的快速发展。
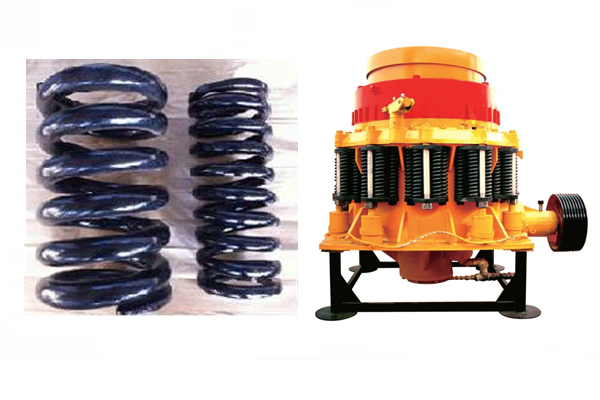
大型弹簧作为通用弹性零部件,刚度稳定,结构简单,制造方便,在机械设备中多用作缓冲,减振,以及储能和控制运动等,在工业领域应用广泛。
如何绕制大型弹簧
- 方法一:冷卷法----当簧丝直径小于等于八毫米时,采用冷卷法绕制。
冷态下卷绕的大弹簧常用经预先热处理的碳素弹簧钢丝,卷绕后一般不再进行淬火处理,只须低温回火处理,以消除卷绕时的内应力。
- 方法二:热卷法----簧丝直径大于八毫米的弹簧则用热卷法绕制。
在热态下卷制的弹簧,卷成后须进行淬火、中温回火等处理。
.jpg)
弹簧卷制后的其他工序
- 切头------ 目的:去掉毛刺,控制弹簧总圈数,使圈头与相邻圈间留有一定的间隙(有利于防腐处理)。
- 修整------ 目的:调整弹簧的自由高度和中径等参数,因为钢丝质量和缠簧机精度的影响,卷制出的弹簧不一定符合图纸要求。
- 磨端面------ 目的:控制弹簧的不垂直度,改善弹簧的受力情况。
- 回火处理------ 目的:消除弹簧缠制后钢丝中存在的内应力,增加材料的韧性,稳定弹簧的尺寸和抗力。
回火温度:180~240℃;保温时间:5~15min。
- 防腐处理------ 目的:防腐蚀,延长寿命,稳定弹簧抗力,常用镀锡或发蓝。
- 强压处理------ 目的:稳定弹簧的尺寸,同时也为了暴露弹簧的隐患。
方法:静压法。将弹簧压到圈与圈碰上(压死),并持续一定的时间;多次压缩:将弹簧多次压缩(3~10次),每次压到圈与圈碰上。
结束语
以上是针对大型弹簧生产过程中用到的一般工艺以及设备的简要介绍。想要了解更多资讯,请关注公司网站:http://www.ntthc.cn/